3D打印正在从“小众工具”变成“批量制造”
2026年2月28日,国家统计局发布《2025年国民经济和社会发展统计公报》,披露2025年我国规模以上工业3D打印设备产量达521.1万台,同比增长52.5%-。这一增速高于工业机器人(28.0%)和新能源汽车(25.1%)等多个高端装备产品。2021至2025年,3D打印设备产量年均增长30.9%-。进入2026年,增长势头延续——5月份3D打印设备产量同比增长54.4%。
全球市场同样在扩张。Wohlers Report 2025显示,2024年全球增材制造行业总收入达219亿美元,较2023年增长9.1%--29。报告指出,增长主要来自亚洲尤其是中国市场--30。从收入构成看,打印服务101亿美元、设备销售及服务60亿美元、材料供应44亿美元、软件14亿美元--30。材料是增速最快的板块-29。
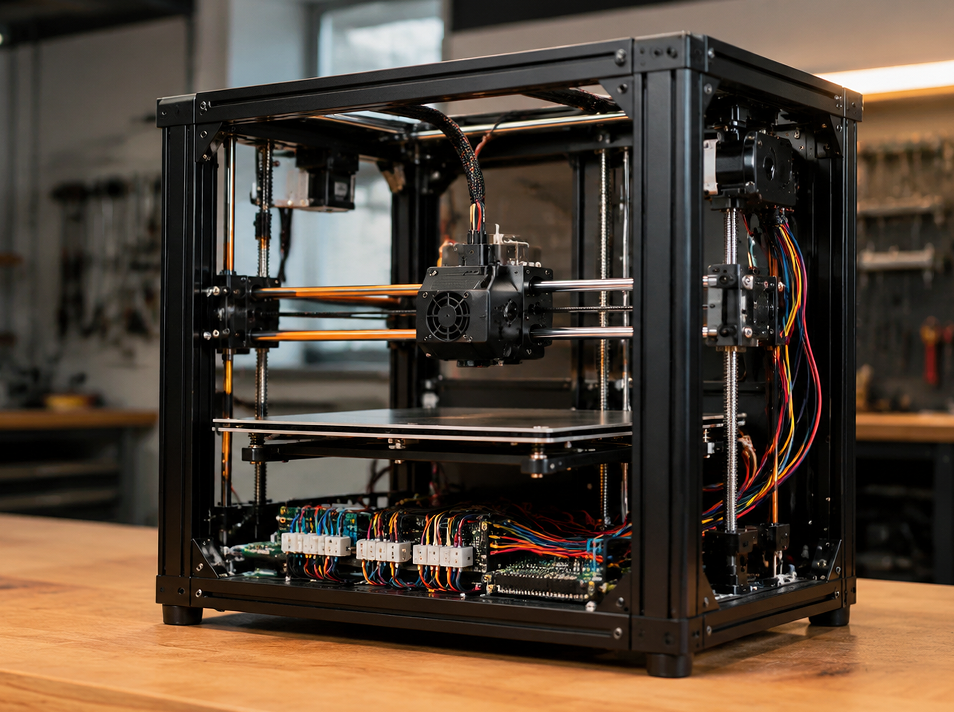
这些数据传递的信号很明确:3D打印设备已进入规模化制造和批量出货阶段。设备从“样机能打印”“桌面机能用”,正在向“长时间稳定运行、批量一致装配、远程监控维护、工业级连续生产”演进。
这个阶段,线束不再是样机阶段最后补上的辅料,而是整机可靠性、装配效率和售后成本的系统性变量。
样机靠工程师,量产靠工艺——线束问题的本质是管理问题
3D打印设备厂在样机阶段关注的是功能验证:喷头能否加热、热床能否升温、电机能否运动、屏幕能否显示、摄像头能否联网。这个阶段工程师可以手工整理线束,临时更换接口,甚至用飞线和扎带让设备先跑起来。样机可以“将就”,因为工程师知道每一根线的功能,知道哪里是临时固定、哪里需要后续优化。
量产阶段完全不同。产线工人不具备研发工程师的系统认知,不可能每台设备都凭经验调整线束路径。喷头线束长度不一致、热床线束固定点不统一、显示屏排线折弯角度有差异、主控板接口标识不清——这些看似细小的差异,在批量制造中会转化为装配效率的损耗和售后故障率的抬升。
很多售后故障的根源不是设计原理错了,而是线束工艺没有标准化。
对B端企业而言,线束成本不能只看BOM单价。喷头线束断续导致打印中断、热床接触不稳定引发温度异常、显示排线插合不良造成屏幕黑屏、摄像头或网口异常影响远程监控——这些故障的真实成本包括返修工时、售后人力、客户停机损失、备件更换费用和品牌口碑折损。
更棘手的是,3D打印设备的售后经常面对非专业用户。设备寄修或远程指导时,如果线束没有防呆设计、没有清晰标识、没有模块化接口,用户拆装喷头、主板或显示屏时很容易插错、拉断或复原不到位。好的线束方案应该同时服务研发验证、产线装配、售后维修和终端用户维护四个场景,而不是只服务样机功能验证。
3D打印机最容易出问题的五组线束
3D 打印机线束故障的核心症结,不在于连接器选型这类宽泛问题,而要精准定位不同线束在对应工况下的失效根源。
喷头运动线束。 喷头通常集成加热棒、热敏电阻、散热风扇、模型冷却风扇、自动调平传感器,高端机型还集成喷头小板、LED灯或摄像头。这组线束随X/Y轴反复运动,内部同时走加热电源线(大电流)、温度采样线(微弱信号)、风扇线和传感器信号线。它不是一根线,是一组功能混杂的运动线束。
喷头线束的主要失效模式是反复弯折导致的芯线疲劳和局部应力集中。如果线束在喷头运动到极限位置时被拉紧,或者扎带把线束固定得太死,弯折点就会集中在连接器尾部或某一段护套上。长期运行后,可能表现为温度信号跳变、风扇偶发停转、加热异常、自动调平失败。维修人员往往先换热敏电阻、风扇或喷头板,但真正的故障点可能是线束芯线断裂或端子松动。
热床线束。 热床涉及加热电源和温度采样,部分机型热床随Y轴运动。这组线束同时面临电流温升和往复运动两个维度的挑战。线束太短,运动末端会拉扯端子;线束太长,底部会拖拽、摩擦甚至卷入运动部件。热床连接不稳定表现为升温慢、温度波动、热床报警或打印中途中断。
控制板到外设的内部线束。 控制板需要连接步进电机、限位开关、风扇、喷头、热床、显示屏、USB/Type-C接口、摄像头、网络模块和材料检测传感器。如果内部线束按“最短路径”随意走线,维修时很难理清走向。电源线、加热线、温度采样线、显示排线和通信线混在一起,故障定位困难,维修耗时长。
第四,显示屏和摄像头的柔性连接。 前面板的FPC/FFC排线、摄像头线束、触摸屏连接线,如果折弯半径过小、插合不到位或拆装时被拉扯,可能出现屏幕闪烁、触控失灵、摄像头掉线。这些故障看起来像模块损坏,实质上是柔性连接路径没有经过充分验证。
第五,外部通信和远程运维接口。 工业级3D打印机越来越多地配备网口、USB、Type-C、摄像头监控、门锁检测、过滤系统、温控风道和远程通信模块。设备一旦封闭化、联网化、长时间无人值守运行,这些接口的线束就从“内部连接辅料”升级为“可靠性系统的组成部分”。
线束工艺升级的五个方向
从样机到量产,线束工艺有五个明确的升级方向。
喷头线束的柔性化和应力释放。 喷头运动线束应根据完整运动范围精确设计长度、固定点和弯曲路径。线束进入喷头模块前应有应力释放结构——比如在连接器尾部增加护套或固定夹,避免连接器成为唯一的受力点。高端或工业设备应考虑拖链线束、柔性线缆和预制模组线束。
热床线束的温升和运动兼顾设计。 热床线束不能只做导通测试,要同时验证线径载流能力、端子接触电阻、固定方式可靠性、温升条件下的性能稳定性以及运动路径的余量。温度采样线与加热电源线应在布线和屏蔽上做区分,减少电磁干扰和信号误判。
控制板线束的分区和防呆。 主板端口多,量产后最怕插错线、线号混乱、维修复原困难。电源线、运动控制线、温度采样线、显示线、通信线应分区布置;容易插错的位置要配置防呆接口、线号标识和颜色管理。这些细节在样机阶段是“锦上添花”,在量产阶段是“必备项”。
FPC/FFC的装配工艺标准化。 显示屏、触控板、摄像头模组的柔性连接,装配时要明确插入深度、补强板方向、锁扣状态和排线路径。柔性排线不能被外壳压住,也不能在前面板拆装时承受拉力。这些工艺参数应该写入作业指导书,而不是靠工人“手感”。
测试工艺的升级。 量产阶段的线束不能只做导通测试。喷头线束应增加弯折模拟测试,热床线束应关注端子接触电阻和温升测试,显示排线应检查插合稳定性,整机线束应做拉力、端子保持力、外观、线序和功能测试。工业级设备还要建立批次追溯体系,便于售后故障反向定位。
平台化与供应链:企业绕不开的两个问题
3D打印设备企业如果只做单款产品,线束可以围绕单机设计。但如果要做不同尺寸、不同喷头数量、不同热床规格、不同显示配置、不同联网方式的系列产品,线束就必须考虑平台化。
喷头线束能否适配多个喷头版本?热床线束是否有不同功率段的标准方案?显示屏排线是否统一接口方向?主控板端口是否预留扩展?摄像头和联网模块是否方便升级?这些问题决定后续产品迭代速度,也影响备件管理的复杂度。
供应链稳定性同样关键。连接器和线束一旦进入量产BOM,后期更换并不简单。连接器间距、端子结构、出线方向、线束长度、固定点、外壳干涉都会影响整机结构。如果因为交期或成本原因临时换料,可能需要重新确认PCB封装、线束工装、装配流程和整机测试。量产前就应考虑主供、备选型号和图纸兼容性。
连接器和线束供应商越早参与,后期改版成本越低。如果在结构设计后期才确认连接器,常见的问题包括:喷头出线方向不合适、热床线束弯折半径不足、显示排线被前面板压住、主控板接口被外壳挡住、维修人员无法正常插拔。对3D打印设备这种运动部件多、热源多、用户维护频繁的产品,连接方案应在结构设计、PCB布局和线束路径规划阶段同步确认,而不是等到样机装配时再“补救”。
设计阶段可以提前回答的几个问题
3D打印设备线束设计启动前,工程师可以先回答几个具体问题:
喷头运动到X/Y轴极限位置时,线束是否被拉紧或有明显应力?
热床线束是否会拖底、摩擦机架或靠近高温区域?
温度采样线是否与加热线、电机动力线混走同一路径?
显示屏FPC/FFC是否有折弯过急或外壳压线的情况?
主控板各接口是否容易插错?是否有防呆设计?
喷头模块是否支持快速更换?更换时线束插拔是否方便?
量产时线束固定点和线号标识是否已标准化并写入工艺文件?
这些问题在样机阶段回答得越早,量产阶段的返工成本越低。