2025年中国电气控制柜市场中,新能源汽车电控系统、光伏逆变器控制柜等高端场景占比超60%,但设备停机多源于导线选型不当或接线工艺不规范——如光伏控制柜因导线载流量不足导致温升过高,机器人控制柜因接线松动引发信号中断。随着GB/T7251.2-2023《低压成套开关设备和控制设备第2部分:对母线干线系统(母线槽)的特殊要求》等标准深化实施,导线选择与接线工艺已从“基础工序”升级为“可靠性核心控制点”,需从参数计算、材质适配到实操细节全面把控。
一、导线选择
导线选择绝非“选粗选细”的简单判断,需结合回路功能、环境条件与标准要求,拆解为以下关键步骤:
导线材质:从导电性能到环境耐受性的取舍
工业控制柜中主流导线材质为铜与铝,两者性能差异直接影响适用场景,具体对比如下。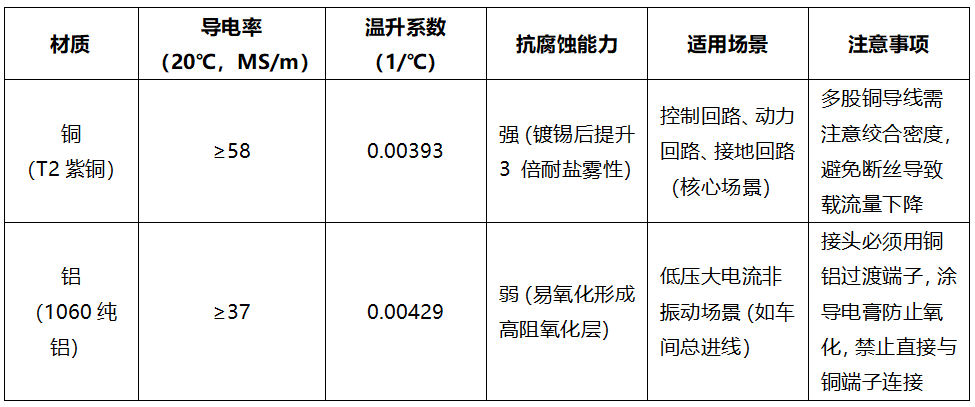
导线规格:按回路功能定截面积,用载流量留安全余量
导线截面积(单位:mm²)需结合回路电流、布线长度、敷设方式计算,核心遵循“载流量不超限、电压降不超标”原则。
按回路功能确定最小截面积(依据GB/T7251.2-2023)
控制回路(如PLC输出信号):最小截面积≥1.0mm²(单股或多股),防止因导线过细导致接触电阻过大,引发信号衰减;
动力回路(如电机供电):根据额定电流选择,10A以下选2.5mm²,10~20A选4mm²,20~30A选6mm²,且需满足“截面积≥负载电流×0.25”(经验公式);
接地回路:保护接地导线最小截面积≥4mm²(黄绿双色多股铜导线),防雷接地需≥16mm²,确保故障电流快速导地。
载流量计算:修正环境与敷设影响
导线载流量并非固定值,需根据环境温度、敷设方式修正,实际载流量=基准载流量×环境修正系数×敷设修正系数。
基准载流量(25℃,空气敷设):2.5mm²铜导线为25A,4mm²为32A,6mm²为40A(引自IEC60287《电缆的电流额定值第1部分:载流量计算的一般规则》);
环境修正系数:30℃为0.94,40℃为0.82,50℃为0.71(温度越高,载流量越低);
敷设修正系数:穿管敷设(3根导线)为0.8,桥架密集敷设(≥10根)为0.6,明敷为1.0。
电压降控制:避免末端设备欠压
长距离布线(如超过10米)需计算电压降,电压降ΔU=(I×L×2)/(S×γ)(I=电流,L=长度,S=截面积,γ=导电率)
动力回路:电压降≤额定电压的5%(如380V回路≤19V);
控制回路(如传感器信号):电压降≤额定电压的3%(如24V回路≤0.72V)。
二、接线工艺
接线工艺的核心是“低接触电阻、抗振动松动、防环境侵蚀”,需分焊接、压接、线束固定、连接器安装四大环节把控。
Ⅰ.焊接工艺:永久性连接的质量控制点
焊接适用于无需拆卸的连接(如PCB板与导线),需遵循“焊料适配、温度精准、质检严格”原则:
焊料选择:控制回路用Sn63Pb37焊锡(熔点183℃),高温场景用Sn96.5Ag3.0Cu0.5无铅焊锡(熔点217℃),避免用纯锡焊料(熔点232℃,易脆裂);
焊接温度:烙铁温度比焊料熔点高30~50℃(如Sn63Pb37用210~230℃),温度过高会烧毁导线绝缘层,过低则焊锡不饱满;
质检标准:焊点呈“圆锥形”,无虚焊(摇晃导线无松动)、无漏焊(导线芯线完全包裹),绝缘层距焊点≥1mm,焊接后用500V兆欧表测绝缘电阻≥100MΩ。
Ⅱ.压接工艺:可拆卸连接的核心要求
压接是控制柜中最常用的工艺(如导线与端子连接),关键在“端子匹配、工具规范、压接检测”:
端子选型:根据导线截面积选端子(如2.5mm²导线配2.5mm²冷压端子),材质需与导线一致(铜导线配铜端子,铝导线配铜铝过渡端子);
压接工具:用对应规格的压接钳(如手动压接钳、气动压接机),禁止用尖嘴钳替代,压接后端子应与导线紧密贴合,无缝隙、无变形;
压接检测:①拉力测试:2.5mm²铜导线压接后拉力≥15N(GB/T18290.1-2015标准);②截面检查:切开压接处,芯线应完全嵌入端子,无断丝、无空隙。
Ⅲ.线束固定:防振动、防干扰、易维护
线束固定混乱会导致导线磨损、信号干扰,需遵循“分层隔离、间距合理、固定牢固”原则。
分层隔离:动力线(交流380V/220V)、控制线(24V/12V)、信号线(RS485/CAN)分开捆扎,间距≥10cm,信号线需用屏蔽层(铝箔+镀锡铜网),两端接地;
固定方式与间距(依据GB/T7251.2-2023):
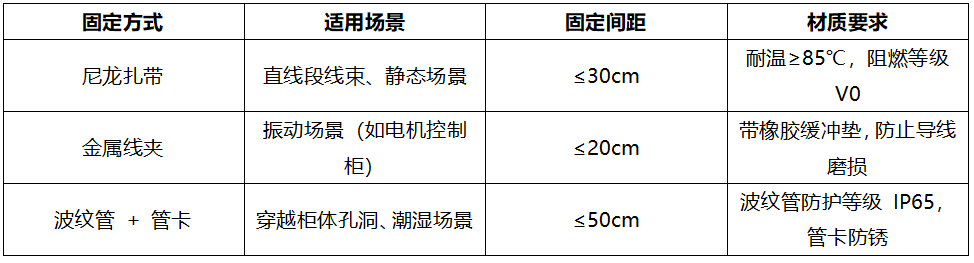
禁忌:禁止线束缠绕在散热元件(如接触器、变频器)上,禁止导线受力拉扯(固定点需避开导线接头处)。
三、关键验收标准:确保工艺落地的最后防线
导线与接线工艺完成后,需通过以下检测验证可靠性:
绝缘电阻测试:用500V兆欧表,动力回路≥1MΩ,控制回路≥10MΩ;
温升测试:满负载运行2小时,导线接头处温升≤30K(环境温度25℃时,最高温度≤55℃);
振动测试:模拟设备振动(10~2000Hz,加速度100m/s²),测试后接线无松动,接触电阻变化≤10%;
外观检查:导线标识清晰(每根导线两端贴号码管,对应图纸编号),线束排列整齐,无交叉缠绕,连接器无破损。
在工业控制柜向高功率、高集成、高可靠升级的趋势下,导线选择与接线工艺已成为隐性技术壁垒。从材质选型的精准计算,到焊接压接的毫米级把控,再到验收标准的严格执行,每个环节的细节都直接影响设备寿命与运行安全。