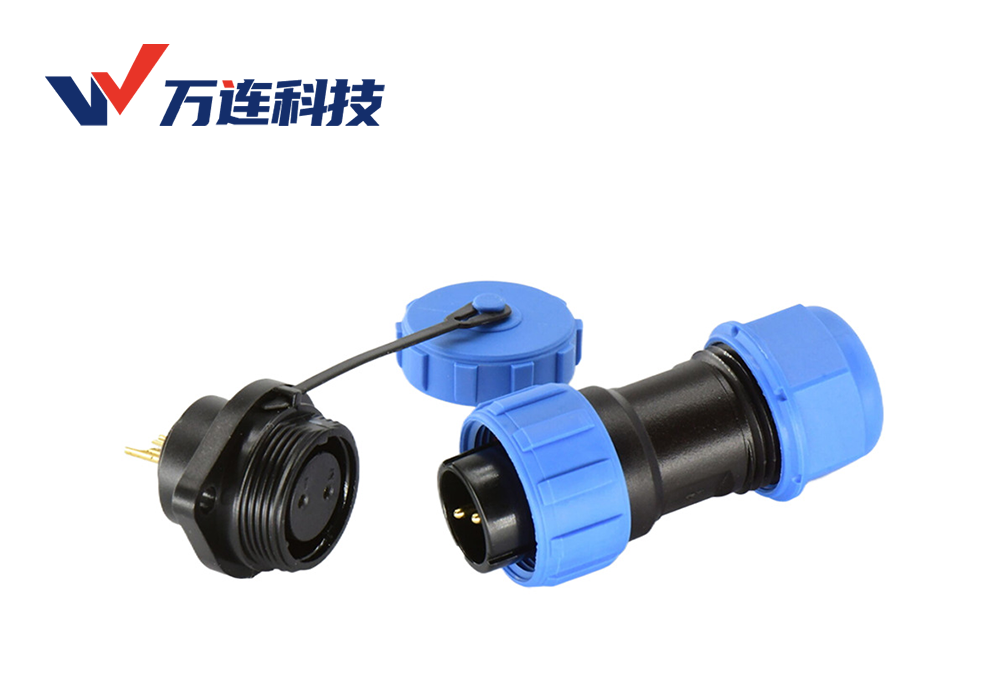
M12连接器注塑接头(含m12防水接头、耐高温m12航空插头)的成型工艺与防水密封效果,直接决定m12航插在工业场景的可靠性。尤其是线束端子连接线与接头的一体化成型质量,更是防潮、耐高温、抗振动的核心保障。今天就拆解注塑成型全流程、防水密封核心技术,分享工艺优化实操技巧,帮你看懂工业级M12连接器的耐用密码。
一、注塑成型全流程:从材料到成品的精准把控
M12连接器注塑接头采用一体化成型工艺,核心是将线束端子连接线与接头结构无缝融合,流程分4步,每一步都影响产品性能:
1.前期准备:材料与模具是基础
材料选型:外壳选用PA66+30%玻纤复合材料(耐高温款搭配PPS材质),耐温-40℃~105℃(耐高温m12航空插头可拓展至125℃);线束端子连接线的接触件为黄铜镀金(镀层≥0.8μm),确保导电与耐腐蚀性;
模具调试:采用高精度注塑模具,定位误差≤±0.1mm,模具温度预热至80-100℃,避免材料注塑时冷却过快产生缺陷。
2.嵌件定位:保障连接精度
将压接好线束端子连接线的接触件精准嵌入模具型腔,通过夹具固定,确保针脚间距偏差≤0.2mm,避免成型后出现对接错位问题,这是m12航插适配性的关键。
3.注塑成型:参数决定品质
注塑机温度设定:进料口220-240℃、熔胶段200-220℃、喷嘴190-210℃,按材料特性微调;
压力与时间控制:注塑压力5-8MPa,保压压力3-5MPa,保压时间30-60秒,确保材料完全填充型腔,无气泡、缩孔;
适配耐高温需求:生产耐高温m12航空插头时,选用耐高温改性材料,注塑温度提升10-20℃,延长保压时间10秒,增强材料致密性。
4.冷却脱模与初检
模具冷却时间60-90秒,冷却后平稳脱模,避免暴力拉扯导致接头变形;初检重点核查外观(无毛刺、裂纹)、线束与接头衔接(无松动),合格率需达100%。
二、防水密封核心技术:从IP67到IP68的关键突破
M12连接器注塑接头的防水性能,依赖结构设计+材料选型+工艺控制的三重保障,核心技术如下:
1.密封结构设计
基础密封:在接头与线束端子连接线过渡处,内置氢化丁腈橡胶(HNBR)密封圈,压缩量控制在20%-30%,实现初始防水;
升级防护:IP68级m12防水接头采用双重密封圈+灌胶密封结构,密封圈分别嵌入外壳内侧与线束接口,中间缝隙注入防水灌胶,彻底阻断水汽通道(参考万连科技IP68产品工艺)。
2.材料与工艺适配
密封圈选型:常规环境用丁晴橡胶材质,高温场景搭配氟橡胶材质(耐温-20℃~200℃),确保不同工况下密封弹性;
注塑贴合工艺:注塑时控制材料流动速度,避免密封圈移位,确保外壳与密封圈、线束紧密贴合,无间隙,防护等级可达IP67/IP68。
3.实测验证标准
IP67测试:1米水深浸泡30分钟,内部无渗水,绝缘电阻≥100MΩ;
IP68测试:1.5米水深浸泡24小时,通电测试无短路,信号传输无衰减,适配水下作业场景(如水池清洁机器人)。
三、工艺优化实操技巧:解决常见痛点
1.避免气泡与缩孔
原料提前干燥:PA66材料干燥温度80℃,时间4小时,去除水分;
调整注塑参数:降低注塑速度5%-10%,延长保压时间10-15秒,让材料充分填充型腔。
2.防止密封失效
密封圈安装:嵌入模具前涂抹少量硅脂,确保安装到位无扭曲;
线束预处理:线束端子连接线的绝缘层端部修剪平整,避免毛刺刺破密封圈。
3.提升耐高温与抗振动性
增强材料强度:在PA66材料中添加5%玻纤纤维,提升接头抗冲击性能;
优化应力结构:接头与线束过渡处采用渐变式设计,减少振动时的应力集中,弯折寿命>100万次。
工艺决定品质,细节保障可靠
M12连接器注塑接头的成型与防水密封工艺,核心是材料选对、参数精准、细节把控。无论是耐高温m12航空插头的高温适配,还是m12防水接头的IP68防护,都离不开每一步的精细化操作。
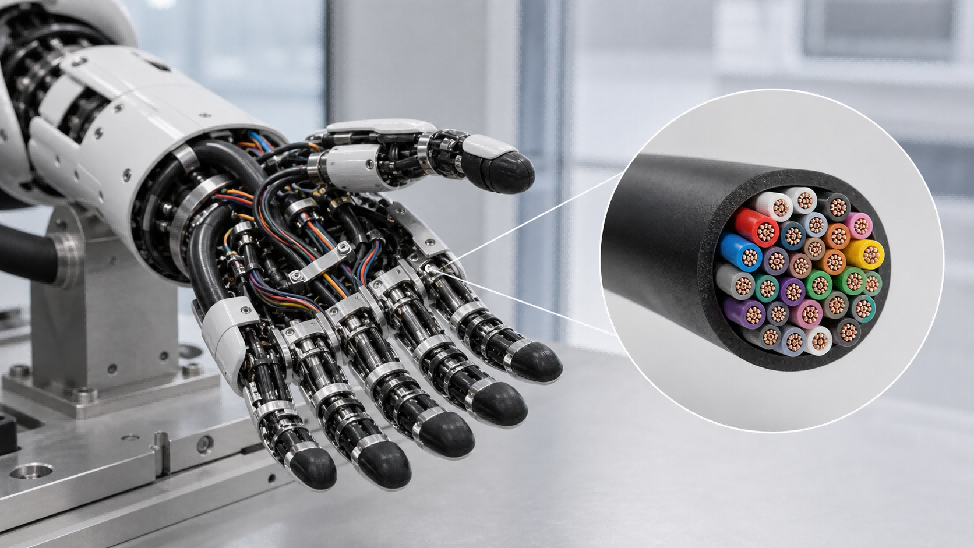
在工业自动化、人形机器人等高频运动、恶劣环境场景中,选择采用标准化注塑与密封工艺的产品(如万连科技系列),能有效避免渗水、接触不良等问题。如果需要进一步优化特定场景的工艺参数,可根据温度、湿度需求针对性调整材料与注塑参数。