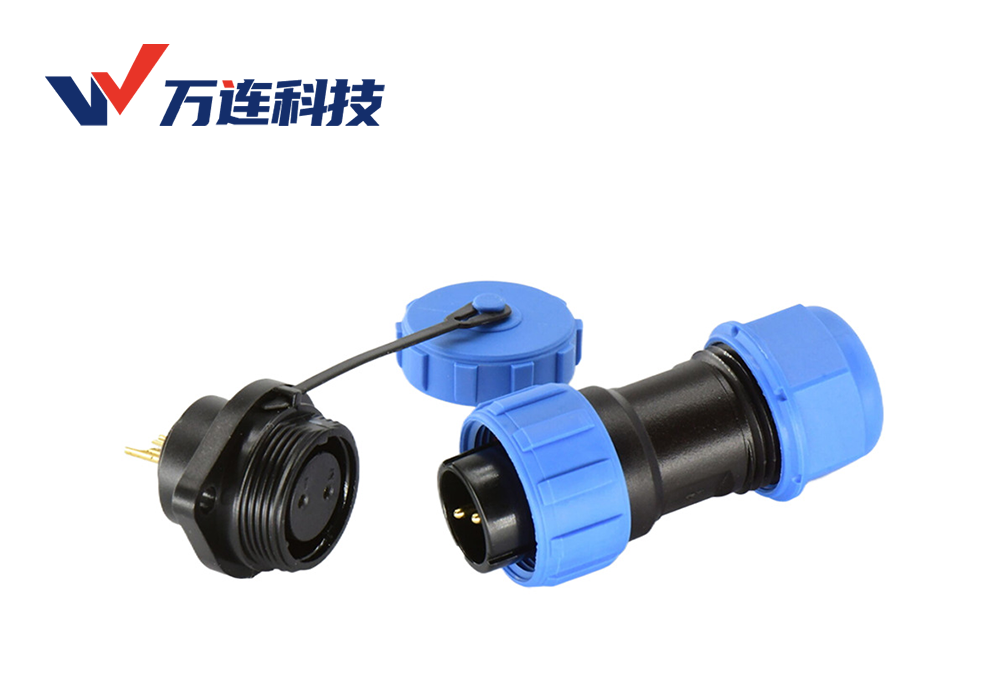
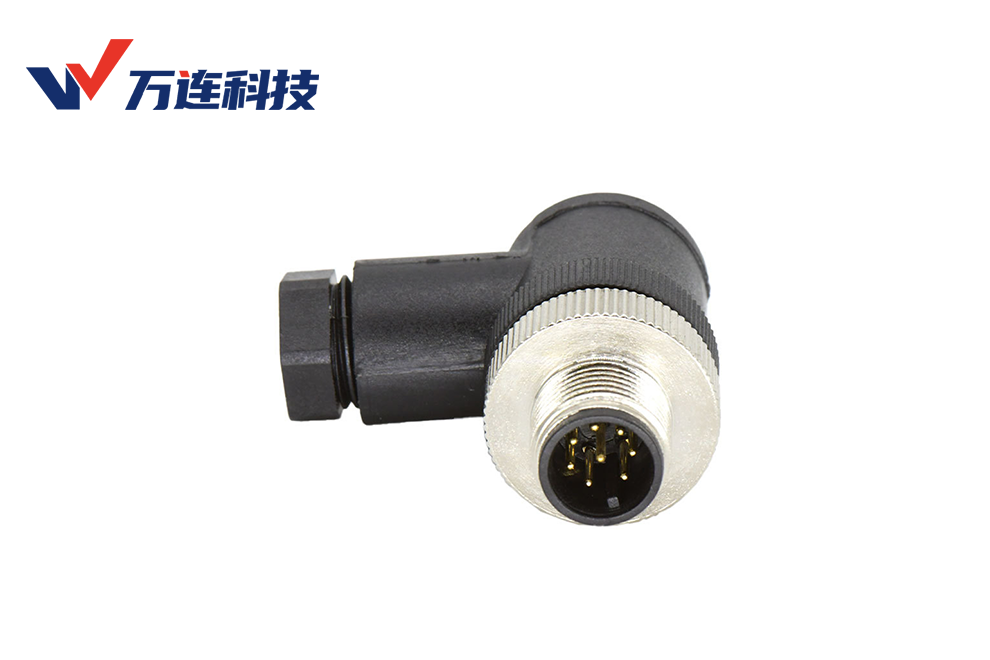
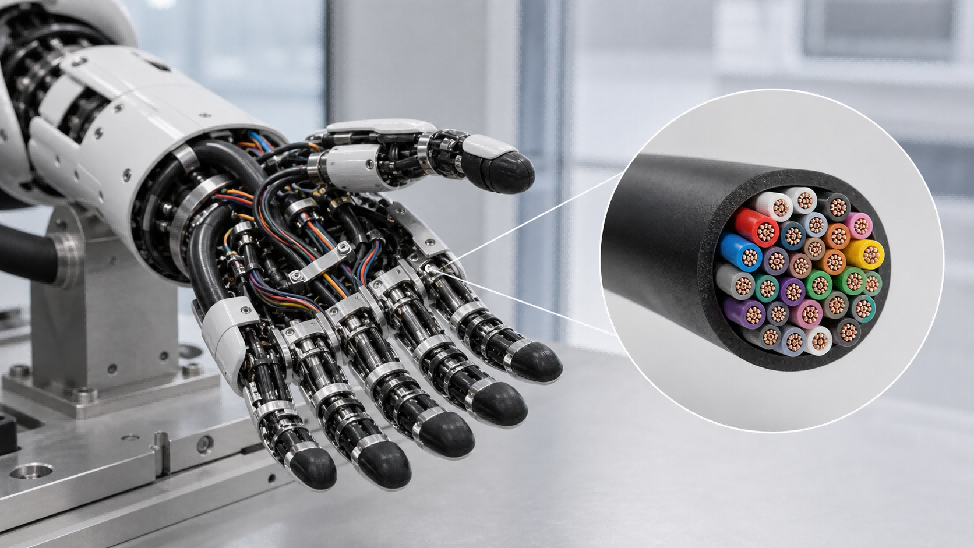
工业大电流防水线束是户外储能、人形机器人、伺服电机等设备的动力血管,而M12连接器的端子压接与防水密封工艺,直接决定线束能否承受高电流传输与恶劣环境侵蚀——虚压会导致局部过热烧蚀,密封不当则引发渗水短路。下面拆解加工全流程,聚焦核心工艺要点,解析如何打造可靠的工业大电流防水线束。
一、加工全流程概览:从线材到成品的标准化链路
工业大电流防水线束加工需遵循选型-预处理-压接-密封-组装-检测六步流程,每一步都为最终性能奠基:
1.线材选型:优先选多股绞合无氧铜导体(截面积1.5-10mm²),适配10-45A大电流传输,绝缘层可用XLPE材质(耐130℃高温、抗水解);
2.预处理:剥线长度需匹配M12端子规格(通常8-12mm),剥线时避免损伤导体铜丝,端子需提前做镀金/镀锡处理(万连科技采用0.8μm镀金工艺,降低接触电阻);
3.核心工艺:端子压接+防水密封(下文重点解析);
4.组装检测:将压接好的端子与M12胶壳组装,通过拉力测试、防水测试、导通测试验证合格性。
二、核心工艺一:M12端子压接要点,筑牢大电流传输基础
端子压接是大电流传输的关键节点,需兼顾机械强度与电气导通性,重点把控三点:
压接前准备:根据线束线径选择匹配的压接模具(如1.5mm²线材对应0.8-1.0mm模具开口),端子需无氧化、变形,导体铜丝无散股——散股会导致压接面积不足,大电流下电阻飙升;
压接参数把控:采用双压接工艺(导体压接+绝缘层压接),导体压接高度控制在1.2-1.5mm(依据IEC60352-1标准),压力设定为8-12MPa(液压压接钳),确保铜丝与端子紧密贴合,接触电阻≤10mΩ;绝缘层压接需包裹线材绝缘层1-2mm,避免拉扯时导体受力;
质量检测标准:压接后需做拉力测试(单股导体拉力≥50N,多股≥80N),用显微镜观察压接面无裂纹、铜丝无外露;大电流场景下额外做温升测试,15A电流持续1小时,压接处温升不超过30℃。
三、核心工艺二:防水密封关键步骤,抵御恶劣环境侵蚀
防水性能依赖多重密封设计,需适配IP67/IP68防护等级要求:
密封圈选型与安装:优先选氟橡胶材质密封圈(-40℃~150℃弹性稳定),尺寸需与M12胶壳精准匹配,安装时确保密封圈无扭曲、缺口,贴合胶壳密封槽,避免出现缝隙;
二次密封强化:采用注塑成型+热缩管双重防护,端子压接后在接口处注射防水密封胶(如聚氨酯胶),固化后套上带胶热缩管,加热使其收缩,完全包裹接口;多芯线束需在芯线间隙填充密封棉,防止水分从芯线间隙渗入;
细节把控:胶壳与线束连接处需预留5mm冗余,避免拉扯导致密封结构失效;户外场景额外在M12螺纹处涂少量硅脂,既增强密封性,又提升抗盐雾、抗腐蚀能力。
四、行业热点适配与质量把控
当前人形机器人关节模组、户外储能逆变器等场景,对大电流防水线束要求更严苛:机器人频繁运动需压接具备抗振动性(经500Hz振动测试无断连),储能电站需密封适配-40℃~125℃极端温差。加工过程需遵循工业标准,每批次线束需抽样做IP68防水测试(1.5米水深浸泡24小时)、1000次插拔测试,确保长期可靠。
工业大电流防水线束的可靠性,藏在端子压接的毫米精度与防水密封的细节里。只有严格遵循标准化工艺,把控压接参数与密封材质,才能让M12连接器适配各类恶劣场景,成为设备稳定运行的可靠后盾。