很多工业连接器项目在图纸阶段看似参数完整,真正进入开模、注塑、端接、密封和装配后,问题才集中暴露。连接器可制造性设计的价值,正是在研发早期把电气性能、结构强度、模具加工、线束装配和可靠性验证放到同一套评审逻辑中。对研发工程师、技术采购和项目负责人而言,DFM不是增加流程,而是减少反复改模、返工和交付失控的前置手段。
1、为什么工业连接器要在图纸阶段做 DFM?
工业连接器的设计风险,往往不是某一个尺寸突然“错了”,而是图纸上的电气参数、结构边界和量产工艺没有同步校核。样品阶段能装上,不代表批量生产时每一件都能稳定装上;实验室里一次插拔顺利,也不代表经过振动、潮湿、弯折和现场维护后仍然可靠。
这也是可制造性设计在连接器项目中越来越关键的原因。DFM并不是在图纸完成后挑问题,而是在开模前把塑胶外壳、端子配合、防水密封、出线结构、装配工装和检测方法提前纳入设计评审,让研发端、制造端和采购端看到同一个风险清单。
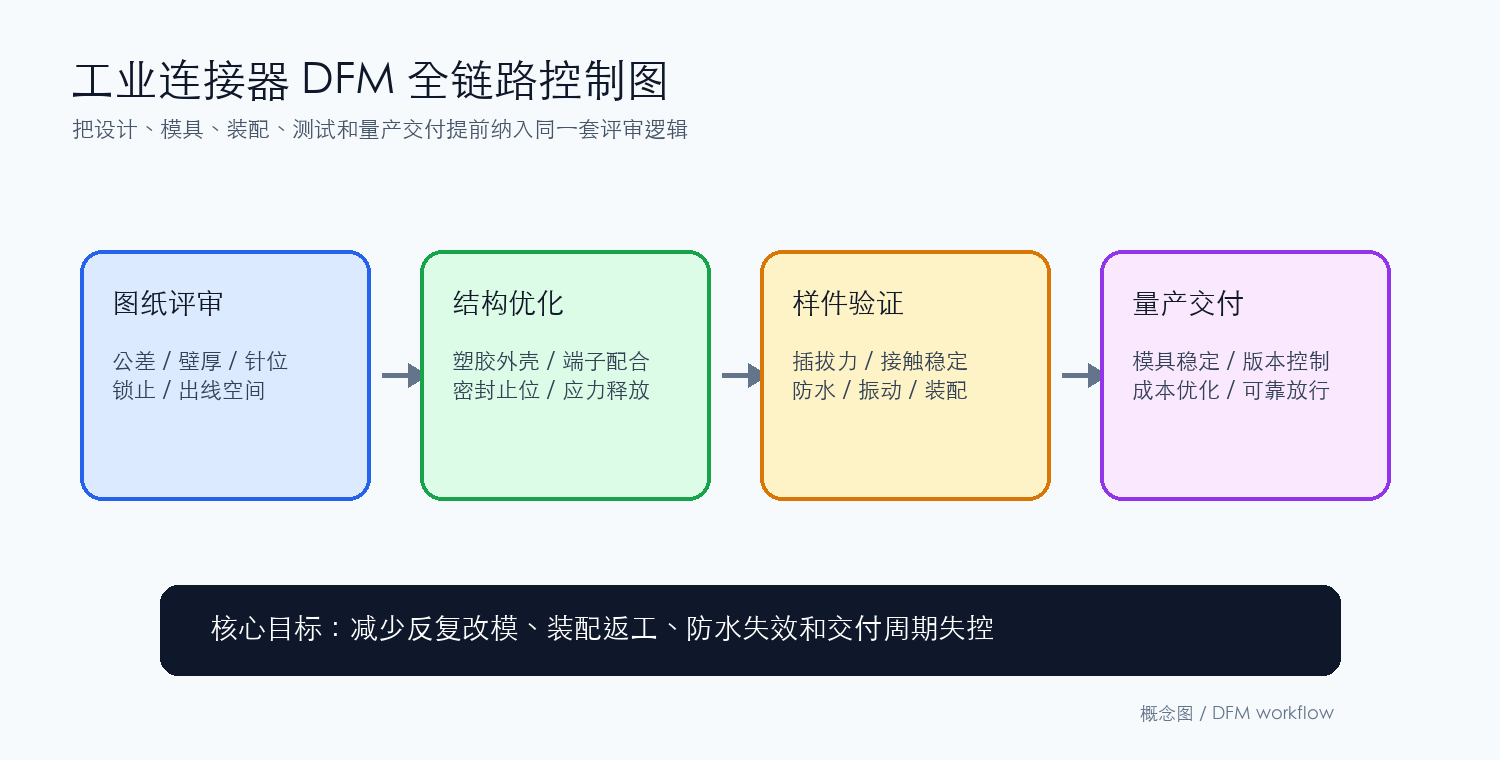
从图纸评审到量产交付的工业连接器 DFM 全链路控制逻辑
(1) 图纸参数合格,不等于可以稳定量产
连接器图纸通常会重点写清额定电流、电压、针位、材料和外形尺寸,但真正进入量产时,影响结果的还有壁厚是否均匀、拔模斜度是否足够、端子保持力是否稳定、胶圈压缩量是否处在合理窗口,以及线束尾部有没有应力释放空间。任何一个环节缺失,都可能把看似合格的设计推向反复试模。
对中小企业来说,这类问题带来的损耗尤其明显。研发端需要反复改模,采购端要协调版本与交期,生产端会面对缩水、变形、端子偏移和装配卡滞,客户端则可能承担设备停机、售后返修和项目延误。DFM的重点,就是把这些后置成本前移到图纸评审阶段解决。
(2) DFM把电气、结构、模具和装配拉到同一张图上
一个成熟的工业连接器定制项目,不能只看单点电气性能。端子插拔力会影响接触稳定性,也会反过来约束壳体强度;防水等级会影响密封件压缩量,也会增加装配难度;针位排布会影响电气间距,也会影响焊接、压接和自动化检测的可操作空间。
因此,万连科技连接器定制的 DFM 体系更强调“设计源头协同”。它把图纸评审、模具加工、样件验证、试样检测和量产落地串成闭环,让连接器可制造性设计不只停留在经验判断,而是成为每个品类都能复用的工程方法。
2、连接器通用设计误区:问题往往藏在量产细节里
很多连接器项目失败,并不是因为工程师忽略了核心电气参数,而是低估了结构细节在批量制造中的放大效应。越是小型化、高防护、高频插拔或空间受限的连接器,越不能把图纸当成孤立文件来看。
(1) 公差标注不合理:端子配合会从“理论可靠”变成“批量波动”
端子和插孔之间的配合,是连接器可靠性的基础。公差标得过紧,插入过程可能让端子、插孔边缘或塑胶限位位置发生变形;公差标得过松,则可能出现虚接、接触不稳定或插拔手感松散。这里的风险不是“越紧越可靠”,而是接触面积、插拔力、保持力和加工波动之间必须保持平衡。
在 DFM 评审中,端子配合不能只看名义尺寸,还要结合材料弹性、镀层、冲压精度、插拔寿命和检测方式一起判断。对工业设备来说,稳定接触比一次性装配成功更重要,因为现场振动和长期维护会不断考验端子系统。
(2) 壁厚与拔模失衡:注塑缺陷会放大到外观和强度
塑胶外壳的壁厚设计常常被低估。壁厚过厚,容易出现缩水、内应力集中和冷却不均;壁厚过薄,则可能在锁扣、螺纹、安装耳或尾部出线区域出现强度不足。拔模斜度、圆角过渡和加强筋布局如果没有同步考虑,也会增加开模修正次数。
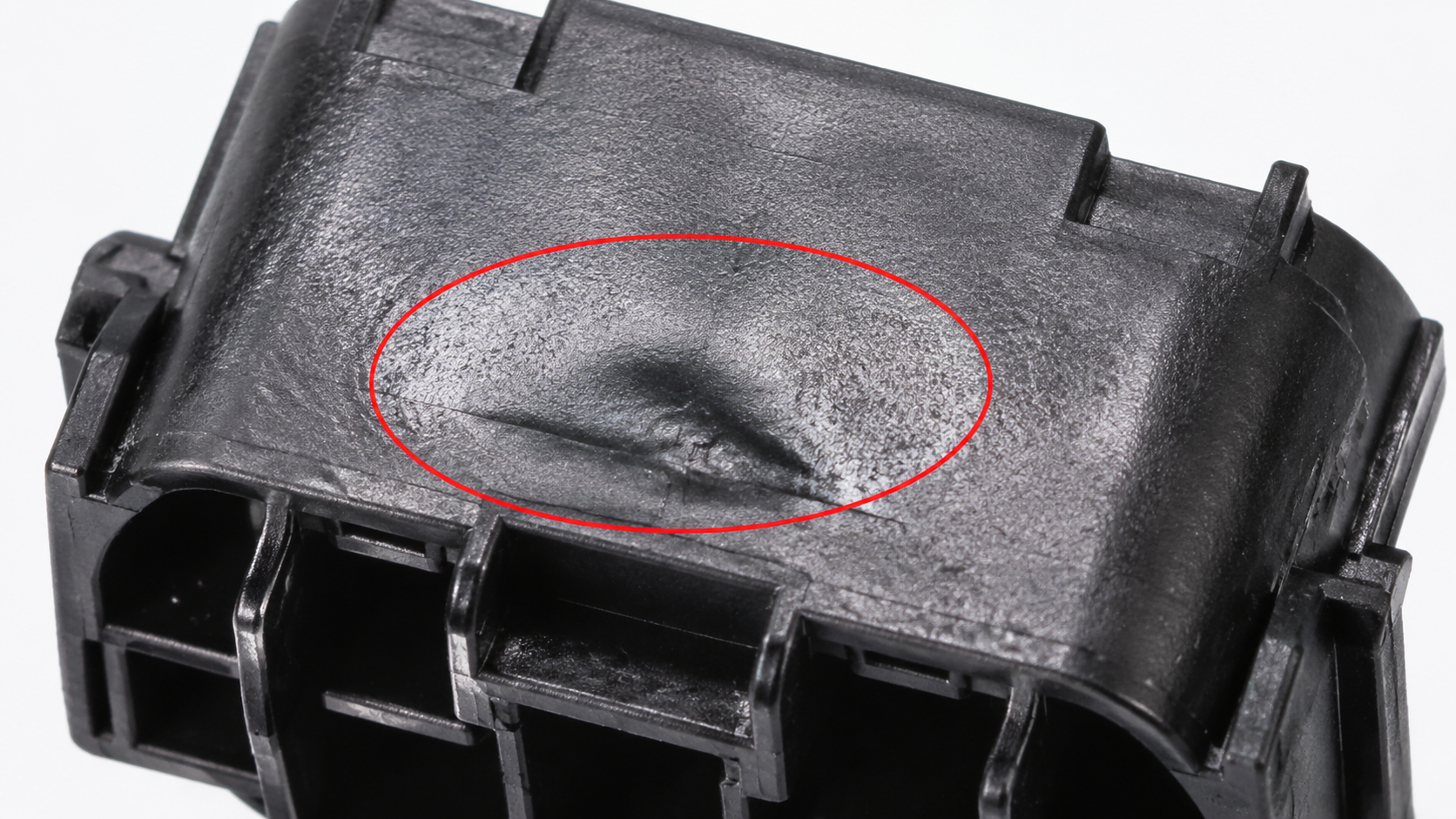
外壳壁厚设计过厚,注塑冷却后产生表面缩水凹陷缺陷,容易引发外观不良与内部应力集中
DFM评审要把塑胶外壳看成一个制造系统,而不是孤立外观件。壁厚、拔模、圆角和筋位共同决定注塑流动、脱模顺畅度和结构承载能力。尤其是防水连接器和机柜内部连接器,外壳一旦开裂或变形,后续密封、锁止和装配都会受到影响。
(3) 锁止、针孔与出线空间不足:装配效率和失效风险同步上升
卡扣、锁止结构和针孔排布看起来只是局部设计,实际会同时影响插拔稳定性、加工可行性和现场维护效率。锁止结构过薄,长期振动或高频插拔后容易松脱甚至断裂;针孔排布过密,可能让电气间距、焊接空间和检测探针空间相互冲突;出线空间不足,则会让线束弯折半径过小,增加断线和护套破损风险。

锁止结构强度不足时,插拔与振动场景可能放大断裂风险
这些细节之所以难,是因为它们同时连接着研发、生产和客户端。图纸上省掉一处应力释放结构,生产端可能多一道返工,客户端可能多一次停机维护。真正有效的工业连接器定制,必须把这些风险放在同一张设计评审表里处理。
(4) 针孔排布不合理:电气性能与量产加工难以兼顾
针孔排布影响绝缘间距、焊接、检测空间。针距过密、缺少装配余量,易造成端子偏移、焊点干涉。板对板、排针类连接器需适配 SMT 贴片、高温焊接公差,仅考虑外形尺寸会导致装配后接触不稳定。
(5)缺失线束装配预留空间:效率下降,尾部失效风险上升
连接器不是单独工作在图纸里,它通常要与线缆、护套、包胶、热缩管、固定夹和设备内部空间配合。如果尾部出线空间过小,线缆弯折半径不足,或者没有应力释放结构,装配工人即使能把线压进去,长期使用中也可能出现护套开裂、导体疲劳、密封失效或线束断裂。

尾部出线和应力释放不足,可能放大线缆磨损与密封风险
这一点在弯型 M8/M12圆形防水连接器、机柜内部连接器和设备维护频繁的场景中尤其明显。设计阶段需要提前校核线缆外径、包胶厚度、出线角度、设备安装路径和维修空间,而不是等样品装入整机后才发现线缆被迫折弯。真正可靠的出线结构,应当在固定、密封和应力释放之间取得平衡。
3、万连科技工业连接器通用 DFM 标准化设计规范
通用设计误区出现得多,并不代表只能依赖个人经验解决。更稳妥的做法,是把常见失效模式拆成标准化模块,让每一类风险都有对应的设计检查点。万连科技的 DFM 体系可归纳为塑胶外壳、端子配合、防水密封和出线结构四个核心模块。
(1) 塑胶外壳设计:先控制壁厚、拔模和圆角
塑胶外壳承担定位、保护、装配和部分受力任务。DFM评审时,应优先检查壁厚是否均匀,厚薄过渡是否平顺,拔模斜度是否满足模具脱模,关键受力位置是否通过圆角、筋位或局部加强分散应力。这样做不是为了让结构“更复杂”,而是让注塑、装配和使用场景之间有足够余量。
(2) 端子配合:把插拔力、接触面积和保持力一起看
端子系统既要保证接触稳定,也要避免过高插入力带来装配困难。对 M8/M12连接器、板对板连接器、线对板连接器和线对线连接器来说,端子材料、镀层、弹性结构、保持力和壳体限位都需要配合评估。单独追求某一项指标,很容易把风险转移到另一个环节。
(3) 防水密封:胶圈压缩量和止位结构决定稳定窗口
IP67/IP68防水连接器并不是简单增加密封圈就能完成。密封圈压缩量过小,现场潮气和液体容易进入;压缩量过大,则可能增加装配力、加速老化或造成结构变形。防过插止位台阶、壳体配合面平整度和尾部包胶结构,都要与目标防护等级一起评估。
(4) 出线结构:预留线缆孔径余量和应力释放
线缆进入连接器尾部后,需要同时满足装配、弯折、密封和拉力要求。出线孔径过小会增加穿线和灌胶难度,过大则可能影响密封和固定。合理的应力释放结构,可以把现场弯折和拉拽从端接点转移到外部护套或尾夹区域,减少线芯疲劳和护套破损。
4、不同连接器品类的 DFM 要点不能一刀切
通用准则提供底层框架,但工业连接器的品类差异很大。把同一套壁厚、密封或针距标准照搬到所有产品上,往往会带来过度设计或风险遗漏。DFM真正有价值的地方,是在通用方法之上,结合具体品类调整设计重点。
(1) M8/M12 圆形防水连接器:重点校核螺纹、密封和包胶
M8/M12连接器常用于传感器、自动化设备和工业现场布线,外壳螺纹、防水密封和尾部线缆包胶是重点。A/B/D 等不同针芯编码会影响针位尺寸和装配方向,弯型款还要提前校核机柜布线空间。如果只关注电气定义,而忽略螺纹壁厚和尾部弯折半径,就容易出现漏水、螺纹断裂或现场无法装配的问题。
(2) 推拉自锁连接器:滚珠滑槽、解锁力和双层密封要协同
推拉自锁连接器的价值在于快速插拔和防误脱。它的 DFM 重点不只是锁得住,还要保证滚珠滑槽壁厚、解锁拉力、金属内衬和密封结构之间相互匹配。解锁力过高会影响维护效率,过低又可能在振动或拉拽中意外松脱。
(3) 板对板、排针排母:聚焦贴片精度、耐温和针距公差
板对板连接器和排针排母通常不承担外部防水任务,风险重心转向 SMT 贴片精度、耐高温端子、针距公差和 PCB 焊接适配。对于这类产品,过度增加防水或机械锁止结构并不一定有意义,反而可能抬高成本、影响贴装和返修效率。
(4) 线对线连接器:控制成本的前提是边界清楚
线对线连接器面对的环境压力相对较低,可以适度放宽壁厚与密封标准,简化锁止零件,放大线缆适配空间。这里的关键不是降低可靠性,而是把真实工况说清楚:如果没有户外防水、高频振动或高温老化要求,就不必为用不到的结构付出额外成本。
5、图纸规范与采购选型:把隐性成本挡在开模前
连接器项目的成本并不只发生在报价单上。公差乱标、工况参数缺失、图纸版本混乱和采购选型过度,都会在后续阶段转化为返工、库存、模具修改和售后成本。DFM要解决的,正是这些一开始看不见、后面却很贵的问题。
(1) 图纸信息完整,才能减少试样反复
图纸中应明确关键尺寸、公差等级、材料要求、表面处理、针位定义、防护等级、线缆规格、插拔方向和使用环境。缺少工况参数时,供应商只能依赖经验估算,结果可能是选错材料、防护不足或设计过度。到了样品阶段再修改,往往已经牵涉模具、物料和测试流程。
(2) 标准件替代全新定制,先砍掉不必要的开模费
采购选型降本的第一原则,是确认是否能用标准件或成熟系列替代全新定制。对于针芯规格、壳体尺寸和锁止方式相近的项目,优先复用成熟结构,可以减少开模费用、缩短验证周期,也能降低后续备料和维护难度。
(3) 统一针芯规格,减少库存和产线切换
同一设备或同一产品族中,如果连接器规格过于分散,采购库存和产线管理都会变复杂。统一针芯规格并不意味着牺牲功能,而是在满足电气和结构要求的前提下,尽量减少物料种类、测试夹具和装配工序差异。
(4) 不盲目加高 IP 等级,也不随意增加锁止零件
IP等级、双重锁止和复杂密封结构都能带来价值,但前提是应用场景真的需要。室内设备如果没有淋水、浸水或粉尘压力,盲目追求 IP67/IP68防水连接器可能只是增加胶圈、壳体和组装成本。DFM评审会把工况与结构一一对应,避免把“看起来更高级”的设计变成不必要的溢价。
6、从企划到量产:万连全流程 DFM 配套定制服务
DFM能不能落地,最终要看供应商是否具备从设计到制造再到验证的承接能力。只有图纸评审,没有模具和检测支撑,建议很难进入生产;只有加工能力,没有前期评估,也容易在试样后暴露问题。
(1) 企划、评估、制样、试样检测和量产落地形成闭环
万连科技将工业连接器定制流程拆成企划、评估、制样、试样检测和量产落地五个阶段。企划阶段明确应用场景和产品边界,评估阶段校核结构、材料和工艺风险,制样阶段验证可加工性,试样检测阶段确认电气、机械和环境表现,最终再进入量产交付。

万连科技生产与模具加工现场,为 DFM 落地提供制造支撑
(2) 模具加工支撑结构优化从图纸进入实物
连接器壳体、锁止结构和密封结构最终都要通过模具实现。模具加工能力可以把壁厚、拔模、圆角、筋位和装配基准转化为真实零件,也能在试模阶段反向验证设计窗口。对需要来图加工或特殊结构定制的项目,这一步决定了 DFM 建议能否真正落地。
(3) 工业检测把样件能力转化为交付信心
检测不是制造工艺的原因,而是验证和放行的手段。插拔力、导通、端子保持力、防水、振动、拉力和外观检查,可以帮助项目团队确认设计是否符合目标工况。尤其在连接器可制造性设计中,检测结果还能反向提示哪些结构需要调整,哪些尺寸已经具备量产稳定性。

自动化检测与工艺验证有助于把样件能力转化为量产稳定性
(4) 来样、来图、来料与创意加工覆盖不同定制入口
不同客户进入项目的起点并不相同。有的客户已有样品,需要来样加工并实现兼容替代;有的客户已有图纸,需要来图加工并快速转化为可制造方案;有的客户提供特殊线缆、连接器或关键物料,需要来料加工完成组合定制;还有一些项目只有使用要求,需要从创意加工开始设计专属连接器。
这类入口差异,决定了工业连接器定制不能只提供单一加工服务。更完整的做法,是先判断客户已有资料处在什么成熟度,再决定是补充图纸评审、结构优化、样件验证,还是直接进入批量准备。
7、落地佐证:工业设备连接器项目如何减少反复改模
一个典型工业设备连接器项目中,客户初期图纸没有开展前置 DFM 评审,壳体壁厚设计不均,尾部也缺少线束应力释放结构。样品试制后,壳体开裂和线缆破损开始暴露,项目不得不面对改模、重做样品和重新验证的连锁成本。
(1) 问题不是单点失误,而是设计边界没有提前对齐
壳体开裂表面看是结构强度问题,本质上往往与壁厚、圆角、注塑收缩和受力路径有关;线缆破损看起来是使用问题,实际可能是出线空间、弯折半径和应力释放不足共同作用。只修其中一个点,可能短期有效,却无法保证后续批量稳定。
(2) DFM介入后,把壳体、尾部和针芯排布一起优化
万连科技介入后,依据对应品类的 DFM 标准重新评估壳体结构与尾部出线区域,优化壁厚和应力释放设计,并统一规范针芯排布规格。这样做的目的,不是把图纸改得更复杂,而是让模具加工、线束装配、防水验证和后续维护有更稳定的边界。
(3) 对客户而言,真正减少的是项目不确定性
DFM带来的价值,不只是少改一次模。更重要的是,研发团队能更早知道哪些结构有风险,采购团队能更清楚地判断定制边界,生产团队能减少装配返工,客户端也能降低设备停机和售后维护压力。对中小企业来说,这种确定性常常比单件价格更关键。









