在万连科技的线束制造体系中,拉力测试并非单一的终点抽检,而是验证端子压接机械握力,汽车/储能密封线束同步验证端子压接气密性的核心质控手段。万连科技依托 CNAS 认可的国家级实验室,参照 USCAR21、VW60330 及 IPC/WHMA-A-620 等标准搭建完整质控体系。
测试核心目的是在量产前置阶段暴露压接高度偏差、剥线长度误差或模具磨损缺陷,确保工业线束在拖链往复、设备振动或突发拉扯工况下,导线断裂位置发生在压接区以外(线材本体断裂),避免端子滑脱失效。
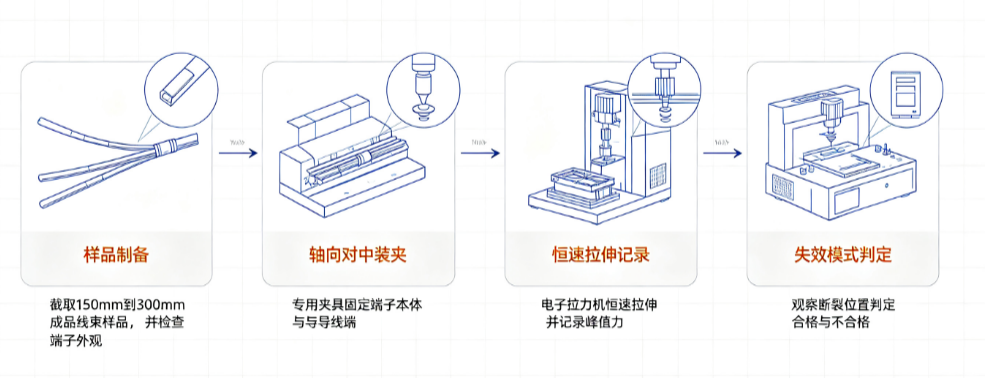
关键步骤:标准化拉力测试操作流程
针对万连科技定制线束,拉力测试的执行需严格遵循轴向受力与匀速加载逻辑:
- 样品制备与绝缘翼处理
截取适配标准的成品线束样品:样品长度通常取 150~300mm,具体依标准或客户要求确定(如 IPC 工业线束标准常见 150mm,USCAR21 未强制规定长度,企业可统一采用 150~300mm 以利操作)。检查端子压接外观无开裂、飞丝。
- 绝缘压接翼处理须区分测试目的
若仅测试导体压接拉力(即评估导体与压接筒的握力),按照 USCAR-21 测试逻辑,需用专用工具轻轻掰开绝缘压接翼,确保拉力仅作用于导体压接筒,排除绝缘翼摩擦干扰。该操作适用于所有线径,不限于 0.5~1.5mm²。
若执行车载、储能大功率线束的整体压接拉力测试(依据 QC/T、USCAR 等标准),则连带绝缘翼整体测试,严格按产品规格书执行。
- 轴向对中装夹
将端子本体固定在拉力机的专用端子夹具内,切忌夹伤弹性接触片或配合插接区;导线端夹持在活动夹具上。必须保证拉力方向与导线轴线完全重合,任何侧向分力都会导致峰值拉力数据偏低、样品提前失效,造成误判。
- 恒速拉伸与峰值记录
启动电子拉力机,分标准匹配恒定拉伸速度:通用工业线束遵循 IPC/WHMA-A-620 标准,采用 25mm/min;
汽车线束执行 USCAR21 标准,推荐拉伸速度为 50~250mm/min,行业通常采用 100mm/min 作为常用速率,亦可在该范围内根据材料特性调整;
若采用 100mm/min 以外的速度(如 25mm/min)用于快速摸底,但正式可靠性判定仍建议按标准规定执行,不可简单定义为“仅用于筛查”。
匀速施加轴向拉力,直至导线与端子分离或线材自身断裂。设备自动记录峰值力值,万连科技实验室采用 SPC 统计过程控制管控拉力数据,要求同批次拉力数据变异系数 CV≤15%。
- 失效模式判定
读取拉力数值后重点观察断裂位置:若导线在压接区外断裂且拉力值高于标准下限,判定为合格;若导体从端子筒内整体滑脱(Pull-out),即便瞬时拉力数值达标,在振动、拖链往复长期工况下仍存在断线风险,直接判定不合格,需全线排查压接高度与端子喇叭口加工状态。
失效风险复盘:端子压接、护套和应力释放分项检验标准
在万连科技的制程检验与拉力测试复盘中,需针对性核查以下三大维度,直接决定定制线束在真实工业场景的使用寿命:
- 端子压接部位检查
重点核查压接高度(CH)公差,依据端子规格书和模具验证结果确定,通常精细信号(0.5~1.5mm²)公差控制在 ±0.02~0.05mm 范围内,大电流动力端子(≥2.5mm²)可放宽至 ±0.05~0.08mm,但最终以产品图纸及 USCAR-21 对导体压接高度(CCH)的明确要求为准。压接高度过高会导致导体握力不足、受力滑脱,过低会切断铜丝,降低线束载流与抗拉性能。
检查前后喇叭口:依据线径匹配 0.1-0.4mm 梯度张开量,自然舒展的喇叭口可缓冲线缆弯折应力;确认导体观察窗内铜丝排布均匀、无散丝外飘;绝缘压接区仅包覆线缆外皮,不损伤内部芯线,芯线露出压接区长度严格控制在 0.2-1.0mm。
- 护套(连接器壳体)检查
拉力测试同步验证端子与塑料护套的锁止保持力。检查端子卡扣弹性是否衰减、护套插槽有无受力涨裂;端子装配到位时可听见锁扣 “咔嗒” 咬合声,配套专用治具二次确认装配深度。
若拉力加载过程中端子从护套内轻微后退,代表护套锁止尺寸超差,或二次锁片未装配到位。万连科技自研连接器壳体增设加固脚与定位柱分散受力,将机械应力集中于壳体结构,避免应力传导至端子压接区域。
- 应力释放检查
重点核查绝缘压接翼完整包裹剥线过渡区线缆外被,杜绝悬空夹持或压伤内部铜丝。合格的绝缘压接结构可在受拉时分担外力,避免应力全部集中在脆弱的导体压接区。
万连科技在电缆与连接器过渡部位采用 TPU 一体注塑成型,构建 360° 全包覆应力消除结构,采用梯度硬度配方:接头注塑段邵氏 85A,平滑过渡至线缆本体邵氏 70A,形成渐进式应力缓冲,成品接头抗拉强度稳定提升至 150N 以上,规避刚性连接带来的线缆根部断裂问题。

检测方法延伸与万连科技工艺闭环管控
除单次拉断测试法外,万连科技针对工业自动化产线线束增设保载耐久测试:具体施加的拉力百分比和保载时间按客户协议或产品标准执行,需在作业指导书中明确。

针对耐高低温(-40℃~85℃,高端款可达 105℃)线束,需完成高低温冲击试验后复测拉力,验证冷热循环下端子压接保持力无衰减。
依托拉力测试数据反向迭代产线工艺,万连科技搭建线束全流程闭环质控体系:
模具与剥线参数联动管控:拉力不足多由剥线长度偏差造成压接空心缺陷,精密剥线设备精准控制导体末端伸出压接区 0.5~1.0mm;
压接高度双参数管控:每批次使用千分尺抽检压接高度,同步建立压接高度与拉力峰值对应曲线,数据超差自动触发产线停线复检;
注塑与组装分级验证:预制注塑成型线束完成拉力测试后,追加往复弯曲、整机振动可靠性复核,验证 TPU 注塑层与线缆无界面剥离分层。